
金属风管预制安装施工技术
1. 金属矩形风管薄钢板法兰连接技术
(1)技术内容
1)技术特点
金属矩形风管薄钢板法兰连接技术,代替了传统角钢法兰风管连接技术,已在国外有多年的发展和应用并形成了相应的规范和标准。采用薄钢板法兰连接技术不仅能节约材料,而且通过新型自动化设备生产使得生产效率提高、制作精度高、风管成型美观、安装简便,相比传统角钢法兰连接技术可节约劳动力60%左右,节约型钢、螺栓65%左右,而且由于不需防腐施工,减少了对环境的污染,具有较好的经济、社会与环境效益。
2)施工工艺
金属矩形风管薄钢板法兰连接技术,根据加工形式不同分为两种:一种是法兰与风管壁为一体的形式,称之为“共板法兰”;另一种是薄钢板法兰用专用组合式法兰机制作成法兰的形式,根据风管长度下料后,插入制作好的风管管壁端部,再用铆(压)接连为一体,称之为“组合式法兰”。通过共板法兰风管自动化生产线,将卷材开卷、板材下料、冲孔(倒角)、辊压咬口、辊压法兰、折方等工序,制成半成品薄钢板法兰直风管管段。风管三通、弯头等异形配件通过数控等离子切割设备自动下料。
a、薄钢板法兰风管板材厚度0.5~1.2mm,风管下料宜采用单片、L型或口型方式。金属风管板材连接形式有:单咬口(适用于低、中、高压系统)、联合角咬口(适用于低、中、高压系统矩形风管及配件四角咬接)、转角咬口(适用于低、中、高压系统矩形风管及配件四角咬接)、按扣式咬口(低、中压矩形风管或配件四角咬接、低压圆形风管)。
b、当风管大边尺寸、长度及单边面积超出规定的范围时,应对其进行加固,加固方式有通丝加固、套管加固、Z形加固、V形加固等方式。
c、风管制作完成后,进行四个角连接件的固定,角件与法兰四角接口的固定应稳固、紧贴、端面应平整。固定完成后需要打密封胶,密封胶应保证弹性、粘着和防霉特性。
d、薄钢板法兰风管的连接方式应根据工作压力及风管尺寸大小合理选用,用专用工具将法兰弹簧卡固定在两节风管法兰处,或用顶丝卡固定两节风管法兰,弹簧卡、顶丝卡不应有松动现象。
(2)技术指标
应符合《通风与空调工程施工质量验收规范》GB50243、《通风与空调工程施工规范》GB50738、《通风管道技术规程》JGJ141相关规定。
(3) 适用范围
金属矩形风管薄钢板法兰连接技术适用于通风空调系统中工作压力不大于1500Pa的非防排烟系统、风管边长尺寸不大于1500mm(加固后为2000mm)的薄钢板法兰矩形风管的制作与安装;对于风管边长尺寸大于2000mm的风管,应根据《通风管道技术规程》JGJ141采用角钢或其他形式的法兰风管。采用薄钢板法兰风管时,应由设计院与施工单位研究制定措施满足风管的强度和变形量要求。
2. 金属圆形螺旋风管制安技术
(1)技术内容
1)技术特点
螺旋风管又称螺旋咬缝薄壁管,由条带形薄板螺旋卷绕而成,与传统金属风管(矩形或圆形)相比,具有无焊接、密封性能好、强度刚度好、通风阻力小、噪声低、造价低、安装方便、外观美观等特性。根据使用材料的材质不同,主要有镀锌螺旋风管、不锈钢螺旋风管、铝螺旋风管。螺旋风管制安机械自动化程度高、加工制作速度快,在发达国家已得到了长足的发展。
2)施工工艺
金属圆形螺旋风管采用流水线生产,取代手工制作风管的全部程序和进程,使用宽度为138mm的金属卷材为原料,以螺旋的方式实现卷圆、咬口、合缝压实一次顺序完成,加工速度为4~20m/min。金属圆形螺旋风管一般是以3~6m为标准长度。弯头、三通等各类管件采用等离子切割机下料,直接输入管件相关参数即可精确快速切割管件展开板料;用缀缝焊机闭合板料和拼接各类金属板材,接口平整,不破坏板材表面;用圆形弯头成形机自动进行弯头咬口合缝,速度快,合缝密实平滑。
螺旋风管的螺旋咬缝,可以作为加强筋,增加风管的刚性和强度。直径1000m以下的螺旋风管可以不另设加固措施;直径大于1000mm的螺旋风管可在每两个咬缝之间再增加一道楞筋,作为加固方法。
金属圆形螺旋风管通常采用承插式芯管连接及法兰连接。承插式芯管用与螺旋风管同材质的宽度为138mm金属钢带卷圆,在芯管中心轧制宽5mm的楞筋,两侧轧制密封槽,内嵌阻燃L型密封条。
(1)技术内容
1)技术特点
金属矩形风管薄钢板法兰连接技术,代替了传统角钢法兰风管连接技术,已在国外有多年的发展和应用并形成了相应的规范和标准。采用薄钢板法兰连接技术不仅能节约材料,而且通过新型自动化设备生产使得生产效率提高、制作精度高、风管成型美观、安装简便,相比传统角钢法兰连接技术可节约劳动力60%左右,节约型钢、螺栓65%左右,而且由于不需防腐施工,减少了对环境的污染,具有较好的经济、社会与环境效益。
2)施工工艺
金属矩形风管薄钢板法兰连接技术,根据加工形式不同分为两种:一种是法兰与风管壁为一体的形式,称之为“共板法兰”;另一种是薄钢板法兰用专用组合式法兰机制作成法兰的形式,根据风管长度下料后,插入制作好的风管管壁端部,再用铆(压)接连为一体,称之为“组合式法兰”。通过共板法兰风管自动化生产线,将卷材开卷、板材下料、冲孔(倒角)、辊压咬口、辊压法兰、折方等工序,制成半成品薄钢板法兰直风管管段。风管三通、弯头等异形配件通过数控等离子切割设备自动下料。
a、薄钢板法兰风管板材厚度0.5~1.2mm,风管下料宜采用单片、L型或口型方式。金属风管板材连接形式有:单咬口(适用于低、中、高压系统)、联合角咬口(适用于低、中、高压系统矩形风管及配件四角咬接)、转角咬口(适用于低、中、高压系统矩形风管及配件四角咬接)、按扣式咬口(低、中压矩形风管或配件四角咬接、低压圆形风管)。
b、当风管大边尺寸、长度及单边面积超出规定的范围时,应对其进行加固,加固方式有通丝加固、套管加固、Z形加固、V形加固等方式。
c、风管制作完成后,进行四个角连接件的固定,角件与法兰四角接口的固定应稳固、紧贴、端面应平整。固定完成后需要打密封胶,密封胶应保证弹性、粘着和防霉特性。
d、薄钢板法兰风管的连接方式应根据工作压力及风管尺寸大小合理选用,用专用工具将法兰弹簧卡固定在两节风管法兰处,或用顶丝卡固定两节风管法兰,弹簧卡、顶丝卡不应有松动现象。
(2)技术指标
应符合《通风与空调工程施工质量验收规范》GB50243、《通风与空调工程施工规范》GB50738、《通风管道技术规程》JGJ141相关规定。
(3) 适用范围
金属矩形风管薄钢板法兰连接技术适用于通风空调系统中工作压力不大于1500Pa的非防排烟系统、风管边长尺寸不大于1500mm(加固后为2000mm)的薄钢板法兰矩形风管的制作与安装;对于风管边长尺寸大于2000mm的风管,应根据《通风管道技术规程》JGJ141采用角钢或其他形式的法兰风管。采用薄钢板法兰风管时,应由设计院与施工单位研究制定措施满足风管的强度和变形量要求。
2. 金属圆形螺旋风管制安技术
(1)技术内容
1)技术特点
螺旋风管又称螺旋咬缝薄壁管,由条带形薄板螺旋卷绕而成,与传统金属风管(矩形或圆形)相比,具有无焊接、密封性能好、强度刚度好、通风阻力小、噪声低、造价低、安装方便、外观美观等特性。根据使用材料的材质不同,主要有镀锌螺旋风管、不锈钢螺旋风管、铝螺旋风管。螺旋风管制安机械自动化程度高、加工制作速度快,在发达国家已得到了长足的发展。
2)施工工艺
金属圆形螺旋风管采用流水线生产,取代手工制作风管的全部程序和进程,使用宽度为138mm的金属卷材为原料,以螺旋的方式实现卷圆、咬口、合缝压实一次顺序完成,加工速度为4~20m/min。金属圆形螺旋风管一般是以3~6m为标准长度。弯头、三通等各类管件采用等离子切割机下料,直接输入管件相关参数即可精确快速切割管件展开板料;用缀缝焊机闭合板料和拼接各类金属板材,接口平整,不破坏板材表面;用圆形弯头成形机自动进行弯头咬口合缝,速度快,合缝密实平滑。
螺旋风管的螺旋咬缝,可以作为加强筋,增加风管的刚性和强度。直径1000m以下的螺旋风管可以不另设加固措施;直径大于1000mm的螺旋风管可在每两个咬缝之间再增加一道楞筋,作为加固方法。
金属圆形螺旋风管通常采用承插式芯管连接及法兰连接。承插式芯管用与螺旋风管同材质的宽度为138mm金属钢带卷圆,在芯管中心轧制宽5mm的楞筋,两侧轧制密封槽,内嵌阻燃L型密封条。
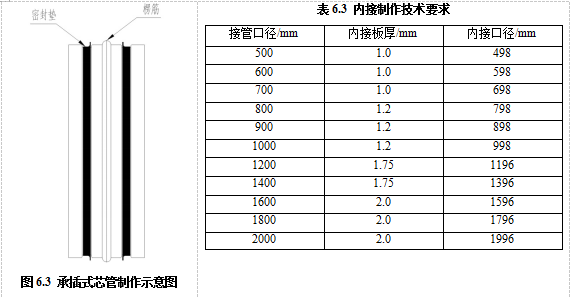
采用法兰连接时,将圆法兰内接于螺旋风管。法兰外边略小于螺旋风管内径1~2mm,同规格法兰具有可换性。法兰连接多用于防排烟系统,采用不燃的耐温防火填料,相比芯管连接密封性能更好。
主要施工方法:
a、划分管段:根据施工图和现场实际情况,将风管系统划分为若干管段,并确定每段风管连接管件和长度,尽量减少空中接口数量。
b、芯管连接:将连接芯管插入金属螺旋风管一端,直至插入至楞筋位置,从内向外用铆钉固定。
c、风管吊装:金属螺旋风管支架间距约3~4m,每吊装一节螺旋风管设一个支架,风管吊装后用扁钢抱箍托住风管,根据支吊架固定点的结构形式设置一个或者两个吊点,将风管调整就位。
d、风管连接:芯管连接时,将金属螺旋风管的连接芯管端插入另一节未连接芯管端,均匀推进,直至插入至楞筋位置,连接缝用密封胶密封处理。法兰连接时,将两节风管调整角度,直至法兰的螺栓孔对准,连接螺栓,螺栓需安装在同侧。
e、风管测试:根据风管系统的工作压力做漏光检测及漏风量检测。
(2)技术指标
应符合《通风与空调工程施工质量验收规范》GB50243、《通风与空调工程施工规范》 GB50738、《通风管道技术规程》JGJ141相关规定。
(3) 适用范围
适用于送风、排风、空调风及防排烟系统金属圆形螺旋风管制作安装;
1)用于送风、排风系统时,应采用承插式芯管连接方式;
2)用于空调送回风系统时,应采用双层螺旋保温风管,内芯管外抱箍连接方式;
3)用于防排烟系统时,应采用法兰连接方式。
主要施工方法:
a、划分管段:根据施工图和现场实际情况,将风管系统划分为若干管段,并确定每段风管连接管件和长度,尽量减少空中接口数量。
b、芯管连接:将连接芯管插入金属螺旋风管一端,直至插入至楞筋位置,从内向外用铆钉固定。
c、风管吊装:金属螺旋风管支架间距约3~4m,每吊装一节螺旋风管设一个支架,风管吊装后用扁钢抱箍托住风管,根据支吊架固定点的结构形式设置一个或者两个吊点,将风管调整就位。
d、风管连接:芯管连接时,将金属螺旋风管的连接芯管端插入另一节未连接芯管端,均匀推进,直至插入至楞筋位置,连接缝用密封胶密封处理。法兰连接时,将两节风管调整角度,直至法兰的螺栓孔对准,连接螺栓,螺栓需安装在同侧。
e、风管测试:根据风管系统的工作压力做漏光检测及漏风量检测。
(2)技术指标
应符合《通风与空调工程施工质量验收规范》GB50243、《通风与空调工程施工规范》 GB50738、《通风管道技术规程》JGJ141相关规定。
(3) 适用范围
适用于送风、排风、空调风及防排烟系统金属圆形螺旋风管制作安装;
1)用于送风、排风系统时,应采用承插式芯管连接方式;
2)用于空调送回风系统时,应采用双层螺旋保温风管,内芯管外抱箍连接方式;
3)用于防排烟系统时,应采用法兰连接方式。
 微信企业号二维码:
微信企业号二维码:
